

准备好领略PE钢带增强螺旋管螺旋波纹管厂家实力优品产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
以下是:安徽蚌埠PE钢带增强螺旋管螺旋波纹管厂家实力优品的图文介绍
恒塑管道有限责任公司(蚌埠市分公司)始终坚持认真严谨的原则稳步进取,不断发展壮大。 公司销售 钢带增强螺旋波纹管产品。公司以良好的信誉、优良的 钢带增强螺旋波纹管产品、雄厚的实力、低廉的价格享誉全国, 钢带增强螺旋波纹管产品深得客户信赖。 我们本着诚信为本的原则,以质量求生存,以信誉得发展的企业经营理念,不断开拓进取。


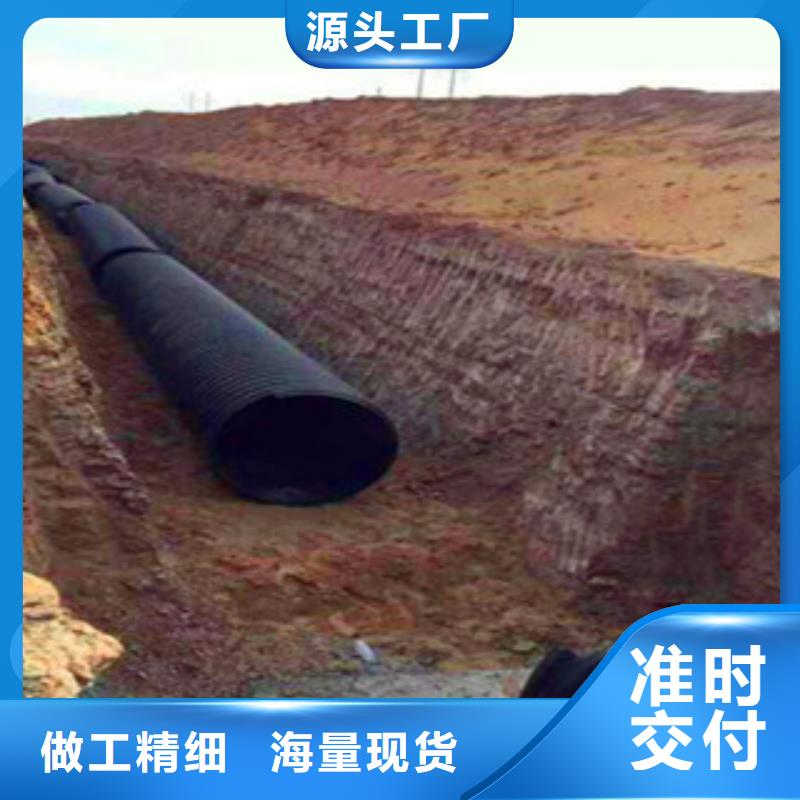
2、当试验段上游设计水头超过管顶内壁时,试验水头应以试验段上游设计水头加2m计。3、当计算出的试验水头超过上游检查井井口时,试验水头应以上游检查井井口高度为准。4、试验中,钢带增强螺旋波纹管试验管段注满水后的浸泡时间不应少于24h。
5、当试验水头达到规定水头时开始计时,观测管道的渗水量,直到观测结束时,应不断地向试验管段内补水,保持试验水头恒定。渗水量的观测时间不得小于30min。在对钢带增强螺旋波纹管进行密闭试验时,为了避免试验的偶然性,应该先在排除环境对管道的影响,尽可能的把外界影响因素的影响程度降低,保证试验结果的准确性。
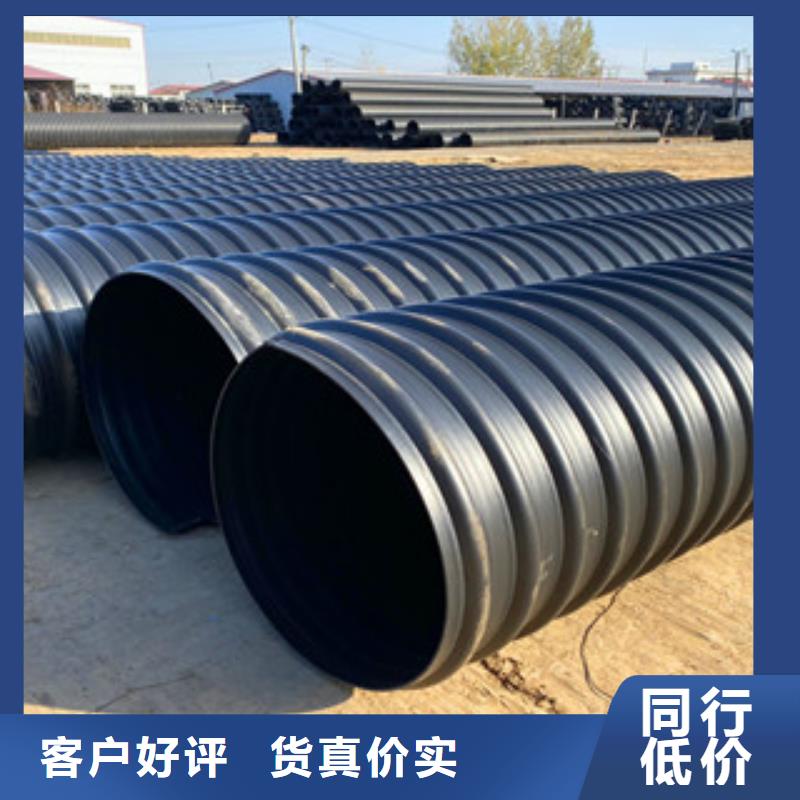
钢带增强管作为一种管道,在使用中有良好的使用性能,它主要是由钢塑复合的异型带材经螺旋缠绕焊接制成,它可以代替的混凝土,改变其弊端,在材质上是一种环保产品,以下是它的特点介绍。1、内表面光滑,钢带增强管光滑的内表面将使因造成的能量损失降低,管道中不易产生沉积。
2、抗非正常突发载荷能力强,由于管材环刚度高,轴向柔性好,当发生土壤不均匀沉降,地下水浮升,地面局部载荷过大,地震等突发性载荷及灾害时,管材可通过弹性变形来化解由此产生的应力,避免管材连接处因承受过大的应力及变形而泄露或破坏。
5、当试验水头达到规定水头时开始计时,观测管道的渗水量,直到观测结束时,应不断地向试验管段内补水,保持试验水头恒定。渗水量的观测时间不得小于30min。在对钢带增强螺旋波纹管进行密闭试验时,为了避免试验的偶然性,应该先在排除环境对管道的影响,尽可能的把外界影响因素的影响程度降低,保证试验结果的准确性。
钢带增强管作为一种管道,在使用中有良好的使用性能,它主要是由钢塑复合的异型带材经螺旋缠绕焊接制成,它可以代替的混凝土,改变其弊端,在材质上是一种环保产品,以下是它的特点介绍。1、内表面光滑,钢带增强管光滑的内表面将使因造成的能量损失降低,管道中不易产生沉积。
2、抗非正常突发载荷能力强,由于管材环刚度高,轴向柔性好,当发生土壤不均匀沉降,地下水浮升,地面局部载荷过大,地震等突发性载荷及灾害时,管材可通过弹性变形来化解由此产生的应力,避免管材连接处因承受过大的应力及变形而泄露或破坏。



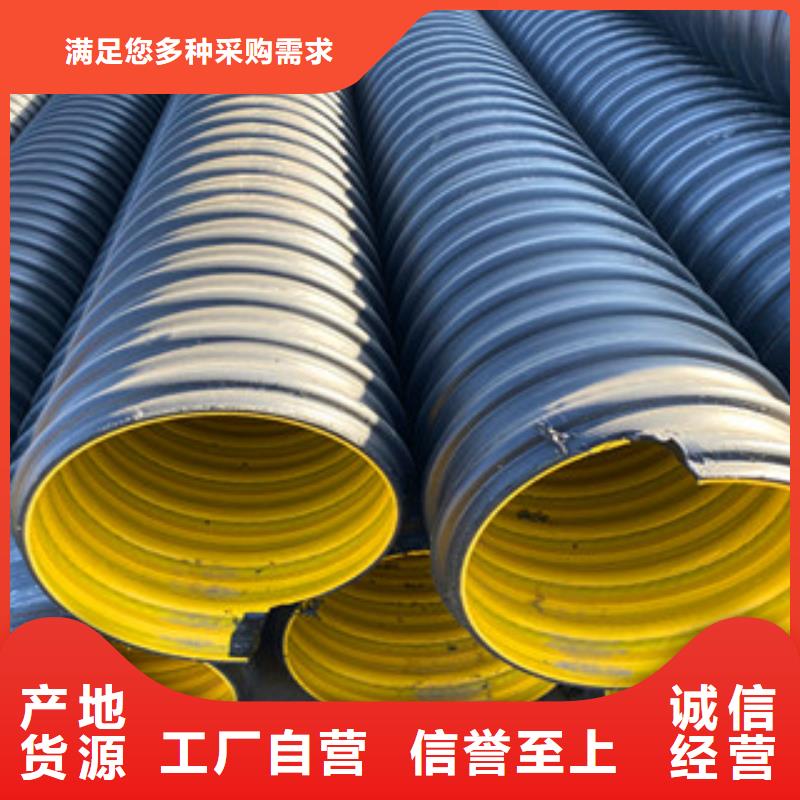
所以客户有将内壁做成,蓝色或者白色来说明使用了全新料的习惯。对于外壁的PE料,各厂家也是严格控制质量,大都使用本厂回收HDPE实壁管的粒料,品质还是比较有保证的。也有使用外购回收料的,但是会选用Class1级的回收料,全部是PE100而不掺杂其他杂质。
有用片材级的PE来做内壁的经验,据称可以将内壁做得相对更平滑一些,经过多年的测试尚未发现有什么缺陷。使用普通的冷轧钢带需要用去污剂来洗去表面的油污,而这种洗涤后的废水在欧洲是很难处理的,需要缴纳高额的环保处理费。
处理这样一箱废水的成本往往比钢带清洗剂本身的成本高几十上百倍,所以客户都愿意使用不需要使用化学清洗剂来去除表面油污的镀锌钢带。环保的要求是一个趋势,目前在还没有像欧洲这么严格的规定,相以后这方面肯定会越来越得到重视。
在使用镀锌钢带的时候,要注意镀锌层的脱落问题。镀锌层的脱落会产生严重的质量问题,使粘接剂和钢带没有结合在一起。所以在镀锌钢带通过高频加热器和涂塑模具的时候,要严格控制其表面温度不能超过200度,一般以160-180度左右为好,这样镀锌层不容易产生从钢带本体脱落的现象。
有用片材级的PE来做内壁的经验,据称可以将内壁做得相对更平滑一些,经过多年的测试尚未发现有什么缺陷。使用普通的冷轧钢带需要用去污剂来洗去表面的油污,而这种洗涤后的废水在欧洲是很难处理的,需要缴纳高额的环保处理费。
处理这样一箱废水的成本往往比钢带清洗剂本身的成本高几十上百倍,所以客户都愿意使用不需要使用化学清洗剂来去除表面油污的镀锌钢带。环保的要求是一个趋势,目前在还没有像欧洲这么严格的规定,相以后这方面肯定会越来越得到重视。
在使用镀锌钢带的时候,要注意镀锌层的脱落问题。镀锌层的脱落会产生严重的质量问题,使粘接剂和钢带没有结合在一起。所以在镀锌钢带通过高频加热器和涂塑模具的时候,要严格控制其表面温度不能超过200度,一般以160-180度左右为好,这样镀锌层不容易产生从钢带本体脱落的现象。


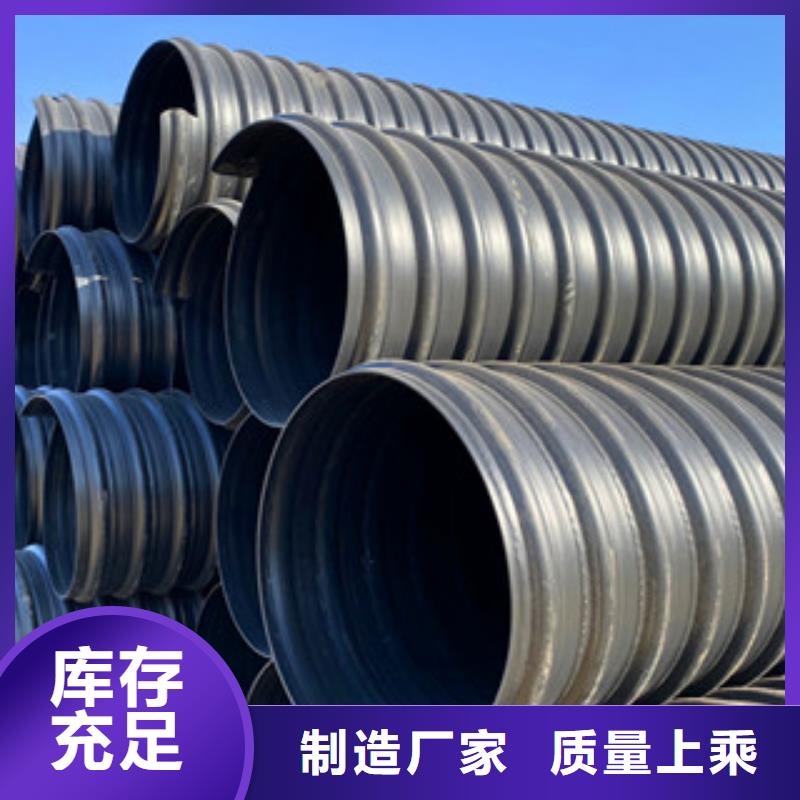
钢带增强螺旋波纹管的材料性质虽然相似于塑料但它还有钢的属性,所以在连接的时候需要焊接,焊接的方式有很多,接下来我们要介绍的就是其中的一种方式热熔挤出机焊接,对于它的焊接大家应该按照以下步骤进行。1、在焊接前先检查待焊接钢带增强螺旋波纹管管材两端面是否切平整(如端口不平。
应进行修整)。将待焊面控制在管材波谷居中位置,两被焊管材到同一轴线(让管材断开部位尽可能对齐);接口处需留1-3m间隙,以便于焊接(但是缝隙一般不要超过5mm)。若达不到要求,则要用工具对接口进行局部修切。
修切工作可以从管外或管内(口径800m以上的管道)进行。焊接区域须保证清洁干燥。不得有尘土和其他存在;并对焊接区域内、外表面进行打磨处理,除掉氧化表层。2、焊接所使用的焊条一般应由管材生产厂家配套提供,要求与生产管材所用的聚材料相同或与管材相蛤好的材质焊条,要求断面为圆形,该焊条粗细一致并符合所选用焊焊接性能的要求。
应进行修整)。将待焊面控制在管材波谷居中位置,两被焊管材到同一轴线(让管材断开部位尽可能对齐);接口处需留1-3m间隙,以便于焊接(但是缝隙一般不要超过5mm)。若达不到要求,则要用工具对接口进行局部修切。
修切工作可以从管外或管内(口径800m以上的管道)进行。焊接区域须保证清洁干燥。不得有尘土和其他存在;并对焊接区域内、外表面进行打磨处理,除掉氧化表层。2、焊接所使用的焊条一般应由管材生产厂家配套提供,要求与生产管材所用的聚材料相同或与管材相蛤好的材质焊条,要求断面为圆形,该焊条粗细一致并符合所选用焊焊接性能的要求。


